Hexagon Measurement SystemsNo matter what Hexagon measurement equipment or software you use, we want to hear your ideas and suggestions on how we can improve.
Thanks for your assistance in helping us shape the future. |
|


 Fix for all the bugs in saving PDF and Excel files
Fix for all the bugs in saving PDF and Excel files
After many calls and chats with Hexagon support, there is still no proper way of saving PDF and Excel files automatically (by checking the folder contents and increasing the index). PDFs prompt for save location now and then, excel files are often saved twice, sometimes with wrong index and sometimes half an hour after I ran the measurement routine the last time, suddenly 20 empty excel files are added to the folder.
Instead of asking me to check or change things, why doesn't PC-DMIS come with a proper update to fix this. Apparently the way they coded this way of saving to PDF and Excel is not robust at all.

Graphic representation of boundary
I'd like the ability to have the boundary type and direction in the scanning dialog box to be graphically represented in the graphics display window with the ability to turn it off and on with a click of the mouse (check button). Just a wireframe would be sufficient to clarify what's being used and it's direction.
print reporting
I have not been able to make my report look like my print.
I would like to see lines from the circle centers not the outer edges and clean lines that define where the measures are coming from so I can give the measured data to my engineers and they can see where I am taking my measures from. The picture below show a simple example of how the prints I've seen are drawn. I can not replicate this view in my reporting causing me to have to remake a new report so everyone that looks at it can clearly understand the measured information.

Clip Plane Improvement
Have the ability to have multiple angles in clip planes.
It's not uncommon for section views to not be a flat plane. Instead they have twists and turns in them. It would be nice to be able to duplicate the section view on my print to my programming/ reporting view.
Maybe use features (including generic features) to set the spot where the section view turns?
Maybe some type of boolean operation to combine multiple clip planes in order to achieve this effect?
Ability to access the form editor without opening a measurement routine
I'd like to be able to access the form editor as a stand alone application.

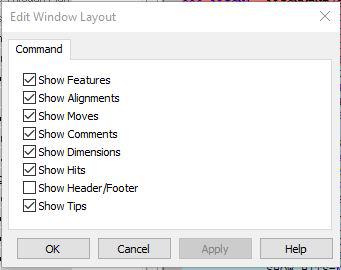
Command Mode Display Options Select All option
Add a Select All option to the Command Mode Display Options.
Mapped drives in win10
Dialog Save As or Open in win10 with 2018R1 doesn't work. PCDMIS doesn't see any network mapped drives or folder from Quick Access. Please fix that. because we cant work without that.

Give me more time to name a new probe file!
I'd like more time to type the name of a new probe file in Probe Utilities. After a few seconds (for indecisive/slow typists) you are bounced out of the Probe file field and into Probe description.
If you continue typing in the field after being bounced out of it, you will be asked if you want to save changes to the prior probe file (which is essentially nothing). This is confusing and frustrating to new users. Perhaps the time limit could be removed to allow the user more control.
Having said that, I have to give credit to the developers for the improvements to Probe Utilities in 2018 R2. I like what I'm seeing in the technical preview.
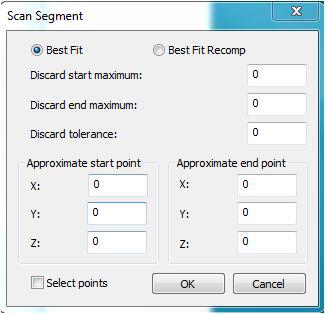
New possibility to construct a Scan-Segment from a Scan and Curve-Segment from a Scan
I need a possibility to construct a Scan-Segment from a Scan and Curve-Segment from a Scan in the Constructed Features “Feature Sets” and “Curves”.
This gives me the possibility to do different constructions, calculations and analyzes with the Segments.
If you scan for example a complete inner or outer contour like a cloverleaf or something else, it is not possible to split this complete Scan in Segments about a function like Scan Segment in the Circle and Line construction Dialog.
Actual you can just do it about the Hit Numbers programming [ ]. But this is dangerous, depend on, if you change for any reason the Point Density from the scan. Or you can just measure Segment with more as one Scan. This is not very niche for the runtime etc.
Make the Mini Routine Dialog readable from outside PC-DMIS
It would be nice if the Mini Routine Dialog readable for any Automation, for example Inspect.
If I wrote a Routine within Mini Routines, I expect, tat Inspect opens the Mini Routine Dialog to select the Mini Routine which I will execute, before the Routine will be opened and executed.
خدمة دعم العملاء من خلال UserEcho