Hexagon Measurement SystemsNo matter what Hexagon measurement equipment or software you use, we want to hear your ideas and suggestions on how we can improve.
Thanks for your assistance in helping us shape the future. |
|


 XYZ Export and Import
XYZ Export and Import
Unable to import Feature Data with Feature Id's starting with a Number. But, can export Feature ID's with a number. So, if you can export Features in a certain format then you should be able to import Features in the same format that it was exported from. If not then add a warning in the export that this format will not be able to be imported into the program with this type of format.

Service Pack number shown in the title bar
I'd like the title bar to show the service pack number of the currently installed version. This would be useful for us Support guys.

Enhance the paste with pattern dialog box
Enhance the paste with pattern dialog box so that one could copy a feature, set the offsets in the dialog box.
Have a button to paste with pattern the pre-copied feature inside the dialog box and another button to perform the newly created features upon closing the dialog box.
Quick Fixture - Export Quick Fixture Components with Part.
Quick Fixture - Export Quick Fixture Components with Part.
Ability to export the complete Quick Fixture components and part setup.
I tried to create a 3d pdf with a quick fixture component and only the part model will be shown with the 3d pdf using 2018 R2.
Therefore, you are unable to display the complete quick fixture components and part setup in a 3d pdf.

Improved measuring windows by optical surface point
Currently, PCDMIS offers only a rectangular measurement window for the optical area point, which only be can changed in width and length.
Here would be it very helpful, if this measurement window can be rotated and also changed in the form (round).
Style and TimeSchedule GraphicProtocols
The Timeschedule for Graphic Protocols very long. The Style many Times not Up-to-Date!
In Comparsion with other Systems and Programms not Good. We worked with PC-Dmis around 20years.
When we looked back in Old Times, example Version 3.7Mr2, was much more easier, faster!
In 2018 many Times not Results are Interested! Colours, Easy viewing, Presentations, this are high priority!
It will be great to become a Complete Update for reporting! Many Thinks has to go automaticly, faster and easier!
This will be great!
Everything else is perfect, and was perfect. With PC-Dmis you can measuring everything. Many Times not only Way 1 you have many ways to do it!
But Protocoling doesn't get better !
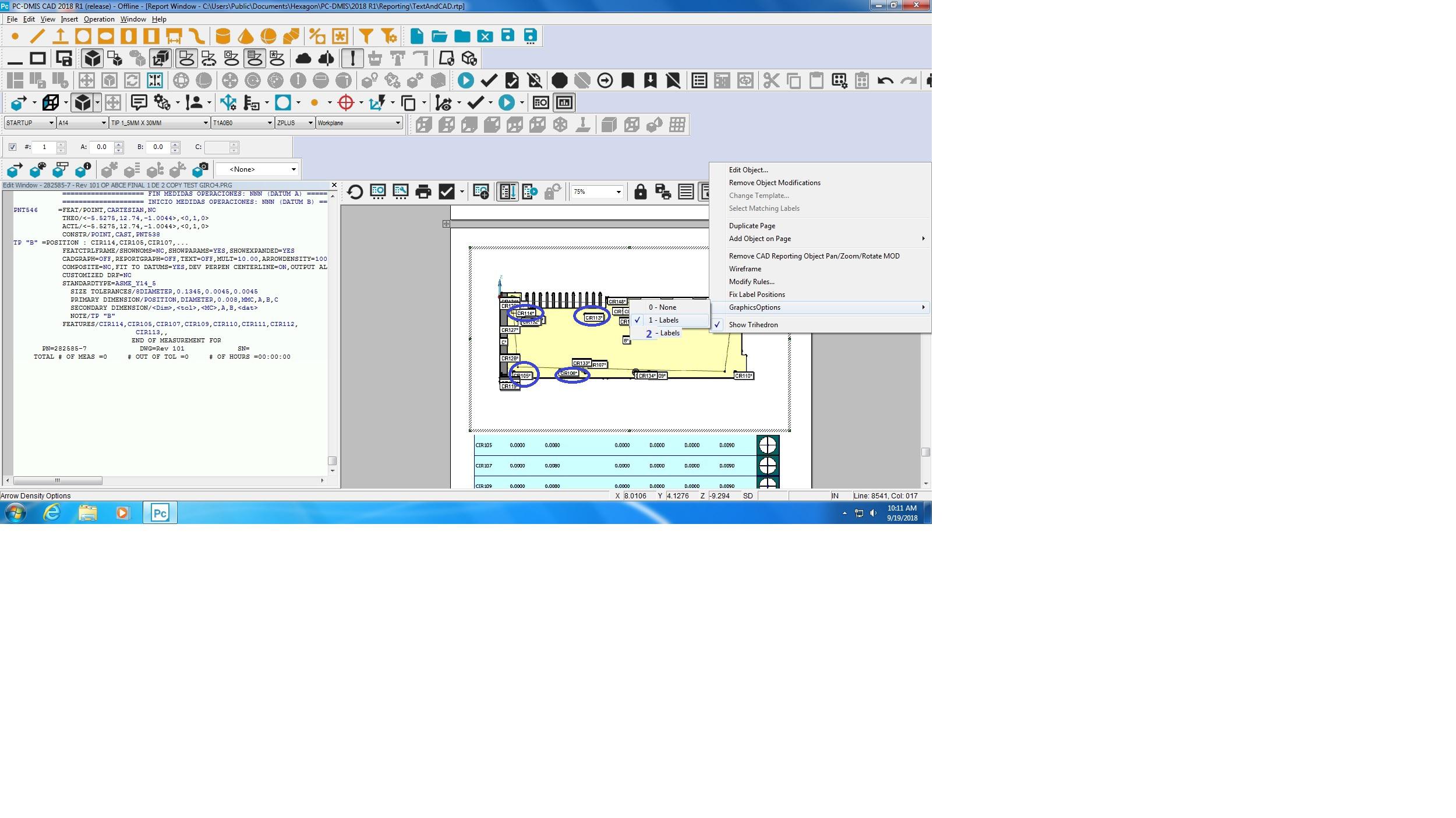
Label configuration/templates
It would be nice to have a label configuration in Text and CAD report mode.
For instance if use 2- Label configuration and I want to show only 4 holes instead of every single active label.
This can be very useful to have many templates as needed, when doing CAD and Text reports.
Hexagon Improve Software testing procedures
Hexagon Improve Software testing procedures to ensure that the software is ready for release. If you need any examples why you can find all the information on your user forums.
Ability to close PC-DMIS Launcher
Ability to close PC-DMIS Launcher before the launcher opens PC-DMIS.
خدمة دعم العملاء من خلال UserEcho
{kind=link}