Hexagon Measurement SystemsNo matter what Hexagon measurement equipment or software you use, we want to hear your ideas and suggestions on how we can improve.
Thanks for your assistance in helping us shape the future. |
|


 Integrate filtering options into scan dialog
Integrate filtering options into scan dialog
I'd like to have the filtering options available in scans (liner open, closed, freeform,etc) rather than having to construct a separate filtered feature set for each scan performed.

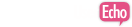
Comment Yes / No Auto-continue execution
Change the Comment Yes / No Auto-continue execution Default settings to be uncheck (Off).
Every Time I want to place a Yes / No Comment into the program I have too always uncheck the "Auto-continue execution". If I don't uncheck this check box I will get a Warning message "Enter an integer between 1 and 600" after selecting "OK".
varied audible feedback tones with tube shaper
When inspecting tubes there should be different tones for successful measurement instead of failed measurement. There should also be different tones for first scan versus second scan on each straight. Most important - there should be a different tone when measuring ends - unique from straight 1/2 pass fail. Again indicating success or fail of attempted tube end scan. YES there are different tones already so different tones are available - but those varied tones don't associate with desired function.
Set Start Point location with Groups
When a program execution is stop within a Group the Set Start Point will not be visible. With a large program that contains a large amount of Groups this can be difficult to find the Set Start Point location. Add a Set Start Point at the beginning of the Group and with the Group expanded move the Set Start Point at the last place of execution. This will eliminate the need to expand all Groups to locate the Set Start Point.
Custom Probe Builder Availability
The Custom Probe Builder should be available for all PC-DMIS CAD versions. This would be another addition to improve the UI.

NJB001 How to Get the slow key "Turtle" Out of of locked Mode.
Tabs
Tabs are not easily visible when selecting "Best fit" in the alignment window. They are partially blocked by the DOF window

Alignement keeping axe CAO or
When you make an alignment , the point of alignment became origine(X0,Y0,Z0).
would it be possible to keep the coordinates of the cad(X135,Y588,Z15)!!

alignement keeping axis systems
when i do an alignement PLP , the nominal of the cercle taken from CAD , is changed to X=0 Y=0 Z=0 then I have another nominal in my CAD. so my origin isn't the same but I want my origin in the same place.
IMPORTANT
Customer support service by UserEcho