Hexagon Measurement SystemsNo matter what Hexagon measurement equipment or software you use, we want to hear your ideas and suggestions on how we can improve.
Thanks for your assistance in helping us shape the future. |
|


 Dialog Window to create Customized Machines and Tables
Dialog Window to create Customized Machines and Tables
Dialog Window to completely create Customized Machines and Tables without manually editing a .dat data file.
Collision Detection
Make the Collision Detection button active without first generating path lines. If I must generate path lines before running collision detection why not just make it part of the button click?

Optimize the automatic calibration of optical sensors.
Unfortunately, there is currently no way to create calibration programs such as tactile measurement. Basically, it should be possible to place a calibration object on the device, to approach a manual point and to calibrate the device independently, without a user having to manually approach constantly acknowledged messages or even points. Or even with, since the chromatic white light inferometer can not only be partially calibrated by PCDMIS.

Temperature compensation for part -> use arm temperature
When I want to use temperature compensation for the part I now can either select:
automatic -> doesn't work since I have no part sensor installed (that's the message I get when trying)
manual -> I manually have to insert the part temperature per measurement, very time consuming
Why can't I just use automatically the temperature of the arm, assuming my part is in the same room for some time and has the same temperature? This would be so much easier.
Execution Progress Bar with Iterative Alignments
The Execution Progress Bar with Iterative Alignments will be set to 100 percent when PC-DMIS begins the DCC re-execution from the provide start label. Tested using Measure All Always setting in the Iterative Alignment dialog box (Insert | Alignment | New | Iterative button). When using Inspect the progress indicator percentage within the Measure screen will also show 100 percent at the start of the re-measure of the Iterative Alignment features.

Multiple inputs in comment
I'd like to have an input comment with multiple fields.
Have a check box to activate (section off) the comment with an input field enter how many input field you want.
Currently we have to have a separate comment for Machine station and part serial number.

Could we add to Inspect configuration settings for PCDMIS behavior. For...
Could we add to Inspect configuration settings for PCDMIS behavior.
For example, PCDMIS visible/invisible
Also, I am finding that when running PCDMIS under inspect, it is modifying the PCDMIS layout. I am not sure whether it is Inspect or SlideShow that is doing so yet. Using Inspect 3.2. What I can see is that the Edit windows is closed, and all of the toolbars are cramped to the left side.
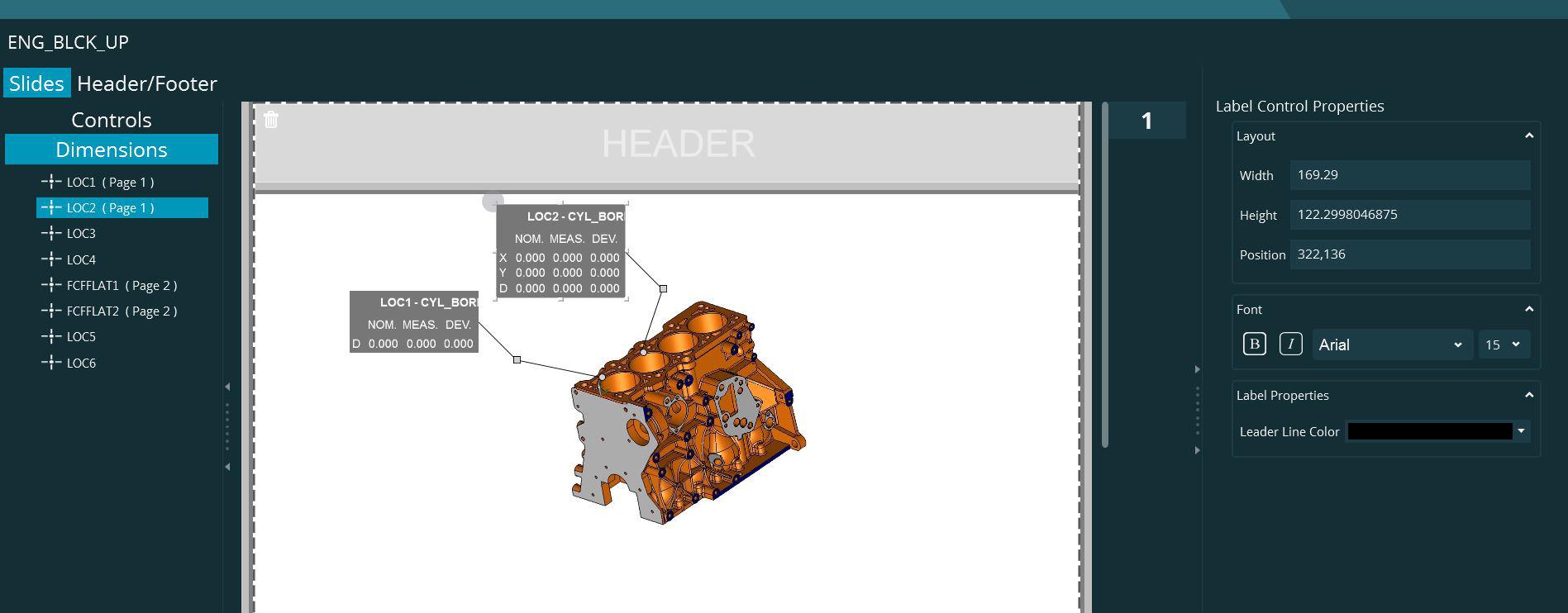
SlideShow template creation - Allow for further customization of label (dimension controls)
SlideShow allows the user to grab any dimension from PCDMIS routine and annotate the slide with that element as a label control. However, it does not offer or allow for enough customization like PCDMIS STI+ did.
For example, say a dimension location that has XYD is selected. the control should allow user to only add D, or Y and D, etc. Instead of all dimensions. The label should allow us to specify applying color (Green, Yellow, Red) to percent of tolerance for any dimension. This could be via a background color for the label.
Suggestion for leader lines. Line color, End type Arrow or dot, relative to two features checkbox. If the dimension label is for a distance or an angle for example, leader line (relative to two features) could be made to point to two areas on screen.
Example screen capture of two Location dimension attached. It would be nice if user would see list at left showing available report axes and select the ones to show and use for label. When evaluating Green,Yellow, Red, only that dimension axes would be evaluated.
User parameters
A user parameter window that the programmer can set a value and a keystroke for commonly used functions.
for example, if you are programming a part with holes of varying depths you could set a letter with the parameter for the value desired. So for the .250 you would just type "Q" in the depth area of the auto feature, "W" for .500, "E" for 1.000 and so on. This function is a staple in modeling software.
Customer support service by UserEcho