+1
Completed
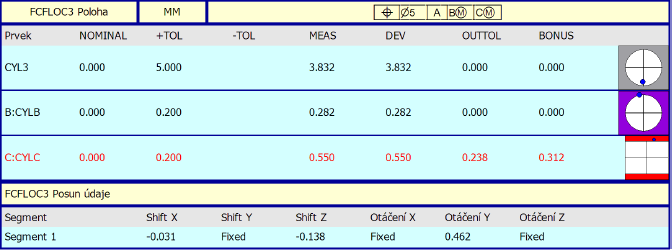
Position with (M) in report
When you don't use (M) there is just one line but when you do there are these unwanted two extra lines. We need to hide second "B:CYLB" and third "C:CYLC" line because our customers want to see just position of feature is in tolerance. There is no option to do that.
Customer support service by UserEcho
Can you add a snip of the drawing so I can see better what you are talking about?
In any case, here would be an separat output of the bonus useful
We just need our reports to like like this:
If in drawing, mentioned MMC then just above report is not valid as there is no modifier. you can't calculate the bonus tolerance of datum B & C. And always modifier gives a great relaxation to machinist.
I know difference between using bonus or not using it of course. I dont say I dont want to use it. I just dont want to show this calculation to our customers. They dont care about how the software get those values. They just want to see if the position is ok, or not.
Have you tried the two options here?
Yes I have tried this at first. This is not what i am looking for. When you select "Hide Selected Labels" the whole label will disappear including the result. First option will not hide lines which I dont want to see.
I think you will have to edit the report label to suit your needs.
I would like to but I dont know how.
It's not hexagon's fault that either you or your customers don't understand the Y14.5 standard. If the drawing shows MMB then that is how it is suppose to be measured. Thus they will always show the amount of allowable shift. If they don't want to see it they need to drop the MMB from the print. Or you can just forge some documents with a PDF editor.
When drawing shows MMB we measure part with MMB of course. Have you read everything what i have written? You can see MMB in header so you still know that MMB was used. It is true that not every customer completely understand GD&T but they don't need to. They just want to know if the product is OK. And that is what we guarantee by measuring according to drawing. Report is just interpretation of results and it can have many forms. Our customers want simple report because sometimes we have e.g. over 50 elements and report have many pages then. I think it is not necessary to see what amount of bonus was used when the position is OK.
I took a look at the report label to see if there was anything related to the datums, but couldn't find anything obvious. I believe it should be possible, but I guess it takes some one more prominent in PC-DMIS reporting to do it.
Look at https://www.pcdmisforum.com/forum/pc-dmis-enterprise-metrology-software/tips-tricks/438790-how-to-creating-a-report-tp-label-not-showing-the-datum-features
Thank you very much Anders.
2019 R2 will have this
Hello, how can I do it in newest release?
Completed - 2020 R2 Geometric Tolerance Position report supports this request.